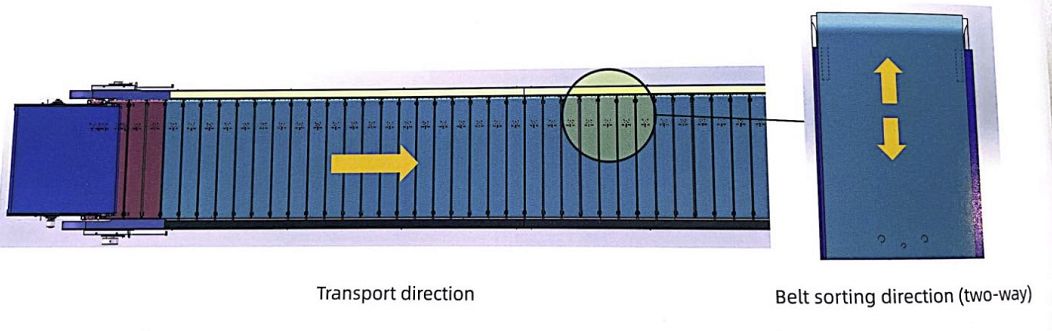
Linear cross belt sorter is driven by a motor through a chain to drive belt carries which carry parcels. After the scanning system obtains the chute and size information, it trigger the diverting mechanism at the chute through PLC demands to make the belts of trolleys move in the sorting direction one by one, so as to deliver the parcels to the chute and achieve the purpose of sorting parcels.
|
Item |
Parameters |
||
|
Motor power |
11kw(30-40m) |
15kw(40-50m) |
18.5kw(50-60m) |
|
Conveying width |
1000mm |
||
|
Conveying speed |
1.5m/s |
||
|
Chutes center distance |
2200mm |
||
|
Max sorting efficiency |
6000PPH(Parcel length at 800mm) |
||
|
Max sorting size |
1600X1000(LXW) |
||
|
Max sorting weight |
60kg |
||
|
Chute width |
2400-2500mm |
||
|
Min spacing between parcels |
300mm |
||
|
Carrier pitch |
15.24mm |
||
|
Belt width |
140mm |
||
|
Shifting angle |
1000mm width with 25 degree,1200mm width with 32 degree |
||
|
Solenoid valve |
|||
|
Item |
Parameters |
|||
|
Motor power |
9kw(30-40m) |
11kw(40-50m) |
15kw(50-60m) |
18.5kw(60-100m) |
|
Conveying speed |
2-2.2m/s |
|||
|
Min Chutes width |
1000mm |
|||
|
Max sorting efficiency |
8500PPH(Parcel length at 400mm) |
|||
|
Electric drum motor power |
300W |
|||
|
Loading weight |
60kg/m |
|||
|
Chute width |
2400-2500mm |
|||
|
Carrier pitch |
15.24mm |
|||
|
Belt width |
126mm |
|||
Application
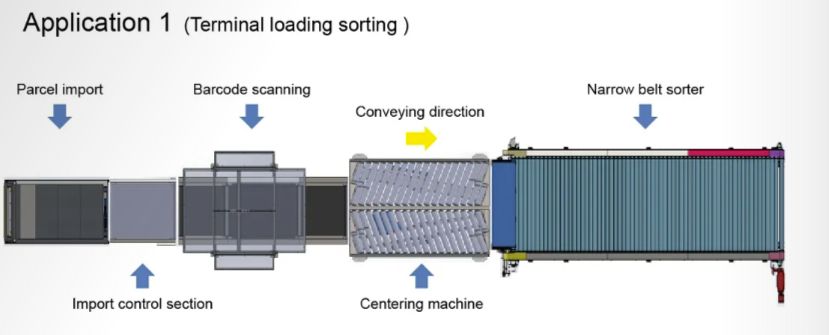
Terminal loading sorting
1. Parcels were imported through telescopic belt conveyor or other methods to sorting line.
2. Parcels were controlled by import control section to achieve the parcel distance and after reading barcode grid information and dimension information.
3. Narrow belt sorter sort to the designated grid after came through centering machine.
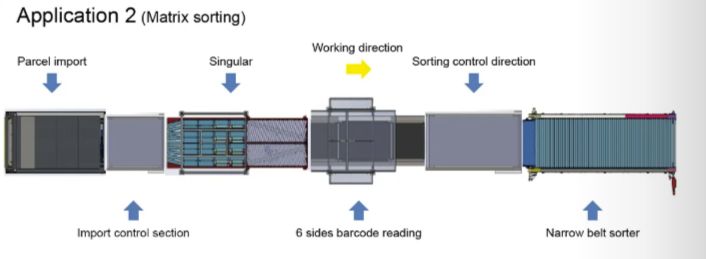
Matrix sorting
1. Parcels were imported through telescopic belt conveyor or other methods to sorting line.
2. Parcels were single piece conveyed after singular system reading and after reading barcode grid information and dimension information.
3. Narrow belt sorter sort parcels to the designated grid after control section.
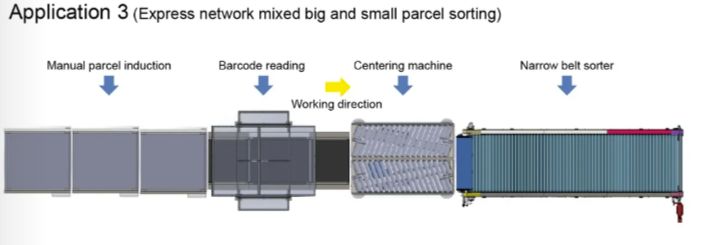
System running flow
1. Manually put parcels on the induction belt and each belt only allow one parcel so that each parcel was controlled.
2. Parcel gird and dimension information was read from barcode reading.
3. Sorted parcels drop to designated gird after centering machine.
On-site Cases